
В современном мире бетон – один из важнейших и незаменимых материалов, который используется для возведения практически любых типов конструкций. Последние технологические достижения в производстве цементов и расширение сферы использования бетонов в строительстве привели к необходимости практического научного понимания этих материалов и отношения между их составами и свойствами. Именно эта взаимосвязь между микроструктурой и характеристиками материала делает петрографический анализ эффективным инструментом контроля качества.
Но, как и во многих других случаях, перед проведением анализа необходимо подготовить образцы. В данной статье рассмотрим основные этапы пробоподготовки бетона, отдельно остановимся на особенностях и проблемах, связанных с обработкой подобных материалов, и методах их решения.
Вырезка образца
После извлечения керна из исследуемой конструкции из него нужно вырезать образец, который в дальнейшем будет анализироваться. Общие рекомендации по размерам отделяемых слоев приведены в международном стандарте ASTM C 457.
 Рис. 1. Бетонный керн после извлечения | 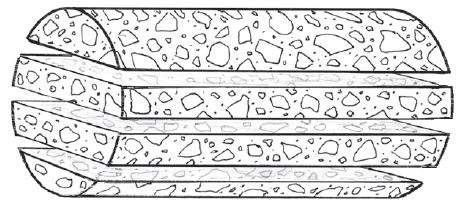 Рис. 2. Пример диаметрально разрезанного керна длиной 300 мм, диаметром 100 мм. Площадь продольного реза
30000 мм2, всего
80000 мм2 (расчет сделан согласно рекомендаций ASTM C 457) Рис. 2. Пример диаметрально разрезанного керна длиной 300 мм, диаметром 100 мм. Площадь продольного реза
30000 мм2, всего
80000 мм2 (расчет сделан согласно рекомендаций ASTM C 457) |
Подбор абразивного материала отрезного круга
Перед началом резки необходимо подобрать абразивный материал отрезного круга. Изначально работа с бетоном предполагает отделение крупных кусков материала от кернов. Наилучшие результаты демонстрируют круги с алмазами в качестве абразива, а также с другими сверхтвердыми частичками (например, кубический нитрид бора). Абразивные круги из карбида кремния производят менее качественные, неровные разрезы и повреждают поверхность. Их использование должно быть ограничено сухим удалением частиц образца, которые позже будут измельчены для химического анализа. В меньшей мере это касается корундовых кругов, которые занимают промежуточное место по своим характеристикам.
Контроль размера образца
- Когда характерный размер частиц, которые исследуются, превышает 1 мм, нет особой необходимости контролировать размер образца. Следует лишь помнить, что он возрастает пропорционально величине этих частиц. Если же частицы меньше 1 мкм (мелкий песок, порошки, пигменты), их необходимо поместить в смолу и разрезать на тонкие пластинки для исследования в проходящем свете. То же касается и анализа по длине керна, когда необходимо детально рассмотреть изменения и сегрегации от поверхности к внутренней части. Но у такого подхода есть несколько недостатков:
- Образцы обычно слишком велики и хрупки для исследования с помощью микроскопа
- Требуются толстые стеклянные подкладки, что делает необходимым увеличение фокусного расстояния конденсора
- Время изготовления таких тонких пластин увеличивается пропорционально их размерам
- Затруднительно добиться равномерной (особенно по краям) толщины образца
Рис. 3. Прецизионный отрезной станок, корундовые круги для прецизионной резки, маска для создания тонких пластин |
Существуют и другие подходы к решению поставленной задачи. Можно создать несколько небольших тонких участков площадью до 75×50 мм, которые могут быть выбраны на начальной стадии резки из соответствующих областей керна или могут быть соединены друг с другом, если необходимо проанализировать изменения в большой области. Когда цель петрографического исследования является более ограниченной или специализированной, например, когда требуется идентифицировать агрегаты или продукты коррозии, можно сделать небольшие тонкие образцы размером 25×30 мм, традиционно используемые в геологии.
Укрепление образца
Образец бетона после резки является хрупким, и для дальнейшей обработки его нужно укрепить. Для этого используют синтетические смолы и системы вакуумной пропитки. Для холодной заливки и пропитки используются три типа смол: акриловые, эпоксидные или полиэфирные –двухкомпонентные системы из смолы и отвердителя.
|
Процесс полимеризации таких систем – это экзотермическая реакция, при которой выделяется достаточное количество тепла, чтобы повредить образец, если не соблюдать пропорции. |
Заливка образца
Метод заливки образца зависит от количества материала, его пористости и наличия мелких/прозрачных компонентов. Однако можно выделить общие правила и особенности на данном этапе пробоподготовки.
Изначально, материал должен быть тщательно высушен при температуре 105 оС или ниже (исключение – гидратированные цементы, для которых максимальная температура не должна превышать 60 оС). В случае порошков их нужно добавлять в смолу таким образом, чтобы максимальное количество материала пересекалось с плоскостью шлифовки и полировки. Смолу смешивают с отвердителем согласно рецептуре и помещают в форму для отвердевания. Пористые образцы помещают в вакуумную камеру для пропитки. Для полного удаления пузырьков воздуха процедуру дегазации стандартно повторяют несколько раз. В некоторых случаях в смолу добавляют флуоресцентные красители, которые при петрографическом анализе помогают получить более контрастные изображения.
| Если используется большое количество смолы (в случае крупных образцов), рекомендуется использовать водяное охлаждение – во избежание перегрева и неравномерной полимеризации. Избегайте слишком высокого вакуума для предотвращения вскипания смолы. |
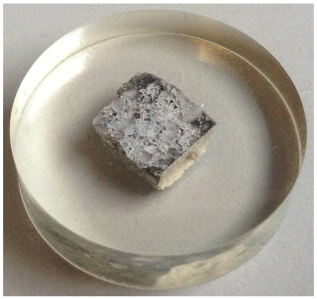 |  |
Рис. 4. Образец бетона после вакуумной пропитки и расходные материалы
Шлифовка и полировка
При шлифовке и полировке образцов бетона, строительного камня и аналогичных материалов возникают трудности. Минеральные компоненты отличаются твердостью, некоторые из них имеют диаметр в несколько микрон, в то время как другие –водорастворимые или могут быть повреждены, а сам материал может быть хрупким из-за трещин, пустот и пористых областей. Некоторые из этих проблем можно преодолеть за счет использования безводных суспензий и пропитки смолами, которые стабилизируют структуру бетона.
Рекомендуемый метод шлифовки бетона описан в ASTM C457. Он предполагает последовательное использование шлифовальной бумаги из карбида кремния в пять шагов, от зернистости Р120 ( 125 мкм) до Р1200-Р1500 ( 15-12 мкм). Однако продолжение шлифовки с абразивами до 5 мкм даст более гладкую конечную поверхность, с улучшенной детализацией. Использование шлифовальной бумаги, в то же время, имеет недостатки. Мягкое основание не позволяет эффективно выводить и поддерживать плоскость в процессе шлифовки (особенно на начальных этапах, когда на поверхности присутствуют крупные дефекты после резки или остатки смолы после заливки).
Альтернативой служат алмазные диски. Абразивные частицы в таких дисках равномерно распределены по объему наполнителя, который наносится на жесткое металлическое основание. Эта комбинированная система позволяет постоянно высвобождать новые и острые частицы, делая процесс шлифовки равномерным. Также разная плотность нанесения абразива по площади диска позволяет контролировать его износ. В дополнение, алмазный диск позволяет заменить до 200 листов бумаги, что экономит время и повышает повторяемость результатов.
 | 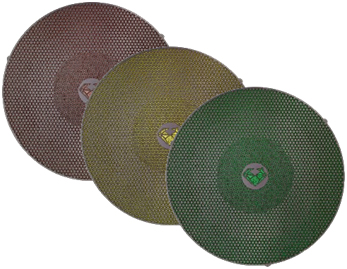 |
Рис. 5. Шлифовально-полировальный станок и алмазные шлифовальные диски с разной зернистостью
Переходя к следующему этапу, нужно понимать, что между тонкой шлифовкой и полировкой существует четкое различие. Поверхность при тонком шлифовании подготавливается с помощью частиц размером не меньше 5 мкм, тогда как при полировке зернистость уменьшается до 1 мкм. Тонкая шлифовка пригодна для исследований при увеличениях до 100х; при больших увеличениях применяется полировка образцов.
|
Использование абразивов с зернистостью меньше 1 мкм не приводит к заметным улучшениям подготавливаемой поверхности вследствие низкой гомогенности бетона и различиях в твердости его компонентов. |
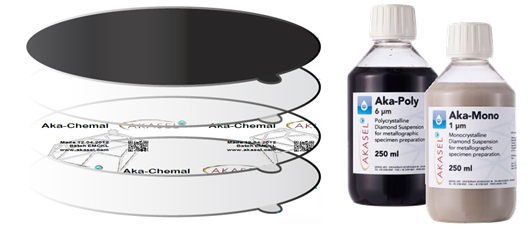 Рис. 6. Структура современных полировальных тканей и алмазные суспензии для полировки |
Площадь поверхности, которую можно эффективно и просто полировать, ограничена максимальным диаметром около 30 мм. По мере увеличения площади поверхности время, затрачиваемое на полировку, экспоненциально возрастает. При этом становится все труднее поддерживать плоскую поверхность без царапин и рельефа.
|
После каждого этапа полировки крайне важно тщательно очищать поверхность образца и ткань от остаточных частиц, которые будут причиной образования царапин и трещин. |
Полировка
После полировки иногда применяется травление поверхности (например, при определении фазового состава). Список возможных реагентов и условий слишком велик, чтобы приводить его в данной статье. Как пример, на рисунке снизу приведена фотография поверхности клинкера ОРС, протравленной в 10% растворе КОН при температуре 30 оС.
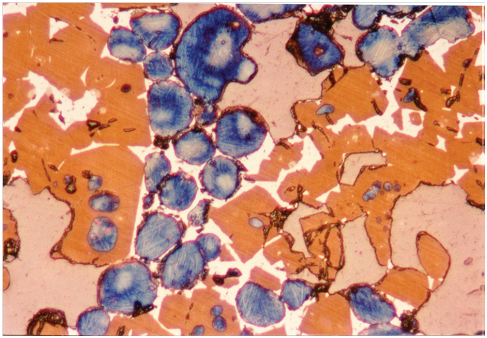 |
Рис. 7. Клинкер OPC, ширина поля зрения 180 мкм, отраженный свет. Трехкальциевый силикат («алит») (C3S) коричневый, двухкальциевый силикат («белит») (C2S) синий, трехкальциевый алюминат (C3A) серый и феррит белый |
Подводя итоги, стоит отметить, что современные решения в пробоподготовке позволяют работать с любыми объектами, открывая истинную внутреннюю структуру без искажений и дефектов. В то же время, качество подготовленных образцов является критическим фактором, влияющим на конечный результат анализов исследования.
Обзору методик петрографических исследований бетона будет посвящена наша следующая статья.
Александр Оласюк,
Ведущий специалист отдела оборудования для контроля качества в производственной сфере
ООО «ХИМЛАБОРРЕАКТИВ»
olasiuk@hlr.ua